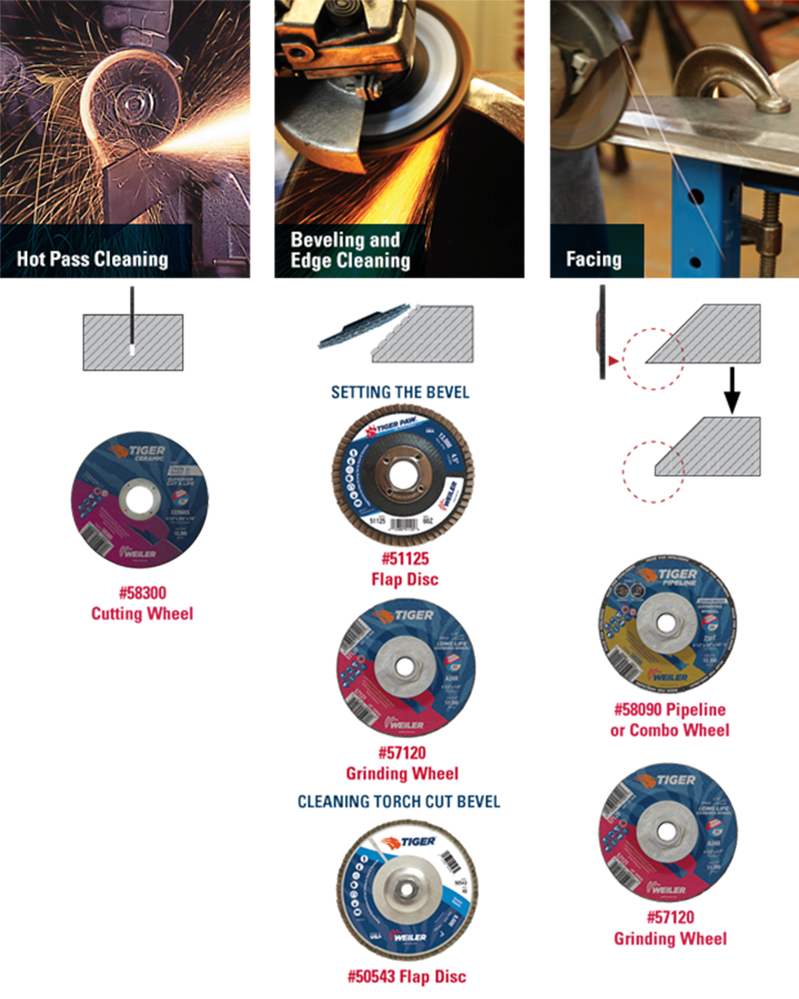
Any joint, whether tubing, plate, or structural, requires significant prep to ensure strong and consistent weld penetration. Setting the bevel is the first step, and 1/4” grinding discs are a popular choice. Flap discs, like Weiler’s Tiger Paw, are an excellent choice because they reduce vibration and increase control when beveling.
Weiler’s 1/8” pipeline wheel allows flat grinding, making it an excellent choice to quickly and effectively set the face (land).
Finally, the bevel must be cleaned. To achieve a proper union, it is important to remove any surface residue such as oil, rust, paint, primer, corrosion, burrs, or any impurity on the surface of the steel. Type 29 flap discs are aggressive, easy to control, and highly effective for cleaning, removing pits, and finishing the bevel. For cleaning a bevel that is torch cut use a Tiger aluminum back flap disc.